Ulkopuoliset kierteet tulee valmistaa alimittaisiksi niin, että ne sopivat mutteriin sinkityksen jälkeen. Kierteiden sopivat alimitat on esitetty standardissa SFS-EN ISO 10684.
Sisäpuoliset kierteet tehdään tai avataan nimellismittaan sinkityksen jälkeen. Yhdistelmärakenteissa ulkopuoliset kierteet täytyy puhdistaa sinkityksen jälkeen. Ulkopuolisten kierteiden sinkkipinnoite suojaa sisäpuolisen kierteen ruuviliitoksissa.
Kuumasinkittävien terästen väliaikainen merkintä voidaan tehdä ainoastaan vesiliukoisilla maaleilla.
Pysyvä merkintä voidaan tehdä stanssaamalla kirjaimet tai numerot kappaleisiin tai niihin kiinnitettyihin peltilaattoihin. Stanssaus on oltava niin syvä, että merkintä on luettavissa sinkityksen jälkeen.
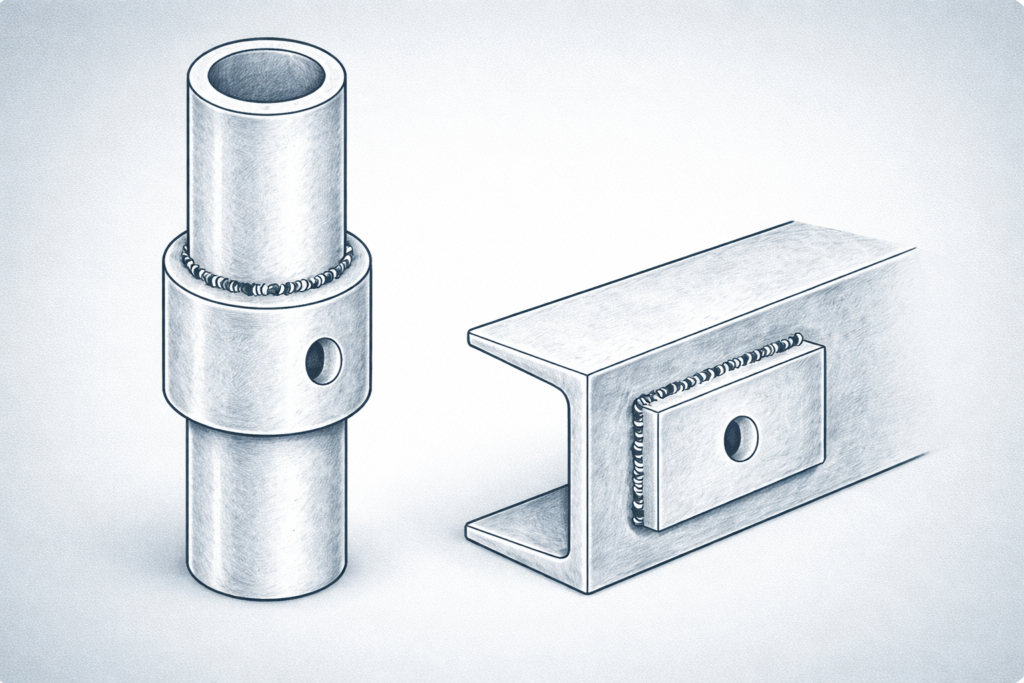
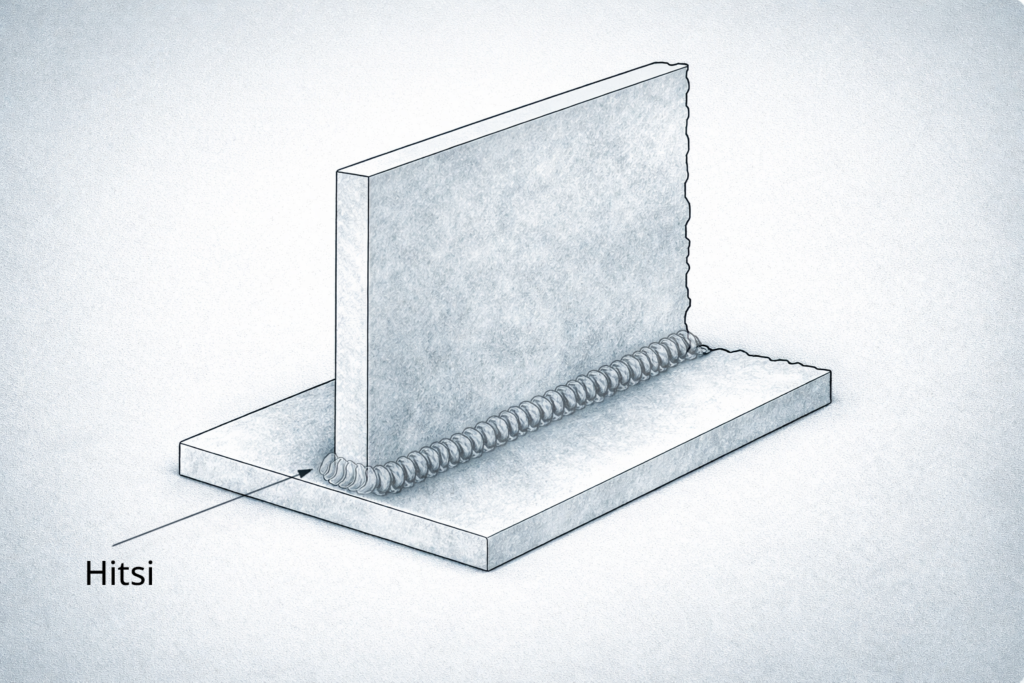
Hitseissä ei saa olla reikiä, jotka aiheuttavat happopesäkkeitä. Molemmilta puolilta suoritettava pienahitsaus on päätettävä yli toisen sauman, niin että happo ei pääse tunkeutumaan mahdolliseen rakoon, kuva 9.
Hitseissä ei saa olla reikiä, koska ne aiheuttavat happopesäkkeitä. Molemmilta puolilta suoritettava pienahitsaus on päätettävä toisen sauman yli niin, että happo ei pääse tunkeutumaan mahdolliseen rakoon, ks. kuva 9.
Hitsausmenetelmät, joissa ei synny kuonaa, ovat suositeltavia. Esim. MIG-hitsaus sopii hyvin käytettäväksi. Jos käytetään päällystettyjä hitsauspuikkoja, kuona on poistettava hitseistä hyvin. Hitsauskuona ei lähde pois peittauksessa ja se aiheuttaa mustia sinkittömiä täpliä kuumasinkittyyn pintaan.